|
主要用于电子和陶瓷工业
印刷丝网是日本KOIWA公司的产品之一。它是在最现代化的织机上制造出来的不锈钢织物。在生产过程中,从原料到最终成品都要经过严格的检测和质量控制,以确保能生产出满足电子工业使用的最高品质的丝网。
KOIWA 印刷丝网的优秀品质体现在:1)超精确的网孔 2)超高屈服点 3)最小的厚度公差 4)光滑的表面
5)准确的目数 6)高开孔率
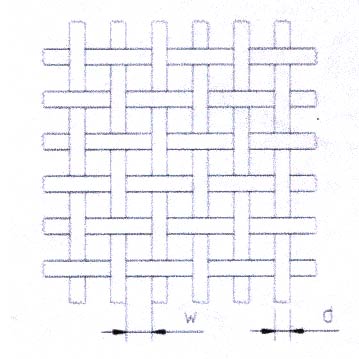
网孔和丝径:对于印刷丝网最重要的参数是网孔(W)和丝径(d)。如下图所示:
开孔面积:
例如:W=0.104mm ,d=0.05mm 开孔面积为46%
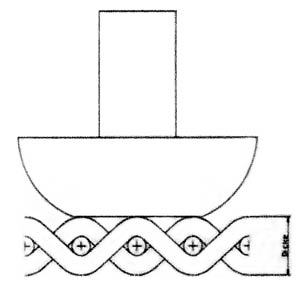
丝网厚度:丝网厚度是电线和编织工艺决定的。它的测量是将未被拉伸的丝网放在平台上,然后使用如图所示的带有传感器的探头进行测量。测量时,在探头上施加17牛顿的正压力。
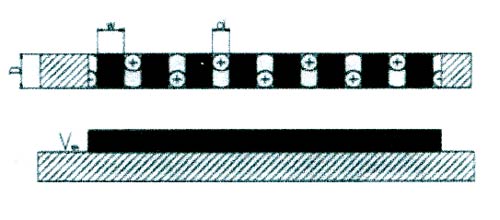
理论用胶量:理论用胶量等于所有网孔转换到基面上的体积之和。理论上的湿层厚度是μ级的。实际当中,如果胶的堆积量不够,那么,在网的表面就要多涂一些(Vth)。如图所示:
不锈钢丝网的机械性能和它对张力的影响:
由于屈服点高,不锈钢丝网有着比其它印刷介质更高的抗拉强度。
更高的张力可使印刷间隙更小。印刷间隙越小,印刷的图像越精确。
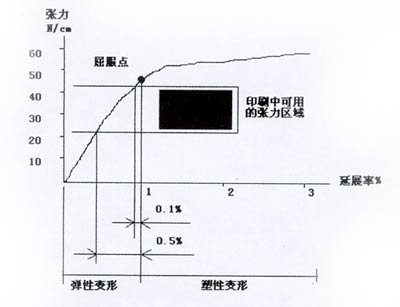
以上图表反映的是不锈钢丝网的张力和延长率的关系。将线性作用力作用于丝网上,使丝网逐渐被延展直至张力到达屈服点。在延展过程中,丝网的变形为弹性变形。外力卸载后,丝网会自行恢复到原状。如果张力超过了屈服点,丝网的形变便转为塑性变形。塑性变行为永久性变形,即使外力去除后丝网的变形也无法恢复。
结论:在印刷过程中,丝网的张力一定不要超过屈服点,以免产生塑性变形。在绷网时务必要给丝网在印刷过程中的延展留出必要的余地。对于不同的印刷要求,KOIWA丝网的推荐张力也是不同的。从上图中显示出要为印刷过程准备0.1%到0.5%的丝网延展余地。以250目网为例,如果要为印刷准备0.5%的延展预留量,那么,绷网的张力为25-27N/cm。如果要为印刷准备0.1%的延展预留量,那么,绷网的张力为31-33N/cm。也就是说,对于250目的丝网,绷网的张力最大不要超过33N/cm。如果超过,在印刷过程中网张力就有可能超过屈服点。
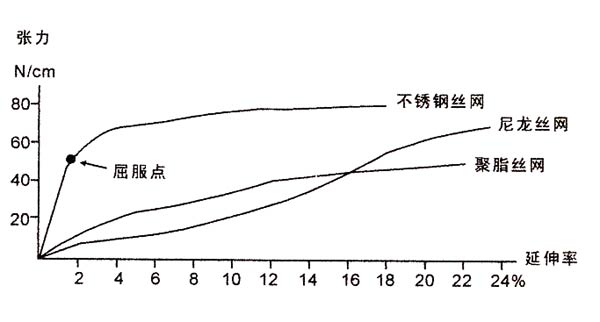
不锈钢网与合成材料网的比较:
丝网技术参数
|
目数
|
开口
|
开口面积
|
线径
|
材料
|
厚度
|
|
Mesh p.inch
|
μ
|
%
|
mm
|
|
μ
|
| 100 |
154 |
37 |
0.100 |
316 |
200+/-5 |
| 120 |
132 |
39 |
0.080 |
316 |
160+/-5 |
| 150 |
104 |
38 |
0.065 |
316 |
130+/-4 |
| 150 |
109 |
42 |
0.060 |
316 |
120+/-4 |
| 180 |
91 |
42 |
0.050 |
316 |
100+/-4 |
| 200 |
77 |
37 |
0.050 |
316 |
100+/-4 |
| 200 |
87 |
47 |
0.040 |
316 |
80+/-4 |
| 250 |
72 |
50 |
0.030 |
316 |
60+/-2 |
| 300 |
55 |
42 |
0.030 |
316 |
68+/-2 |
| 325 |
50 |
41 |
0.028 |
316 |
62+/-2 |
| 400 |
41 |
41 |
0.024 |
316 |
52+/-2 |
| 400 |
46 |
51 |
0.018 |
316 |
39+/-2 |
| 500 |
33 |
42 |
0.018 |
316 |
40+/-2 |
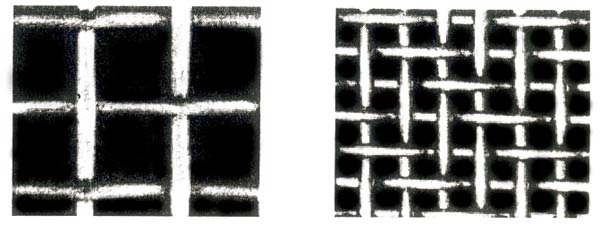
用于丝网印刷的不锈钢网分为织网和斜纹网。
 |
|
平织网
|
斜纹网
|
|
下面介绍KOIWA压平不锈钢丝网
KOIWA压平不锈钢丝网是丝网印刷专用的;要保证压平丝网的厚度均匀性,必须使用重达30000公斤的压平机,并且要非常小心地压磨,压平丝网即不会改变丝网开口,也不会改变丝网的开孔面积。
应用实例:
压平丝网具有如下应用及优点:
精细、高密度导电线条的印刷(如:50/50微米):精细线条、高密度线条印刷,应根据线条的宽度和线条的间隙尽可能使用薄的网膜版。因此,选择薄的丝网可以达到很好的效果。
边缘的清晰度更好:在网版厚度相同的情况下,使用目数更薄的丝网加上更厚的软片或感光涂层能有效提高边缘的清晰度(例如:电阻印刷)
成本节约:节约成本主要是依靠其具体应用。例如:在使用昂贵的金属膏印刷时,在不影响印刷效果条件下,使用更薄的丝网可以减少膏的用量,从而可持续降低成本;又如:只要求印刷厚度而不要求解像力,使用目数高的丝网就不如使用目数低的压平丝网更加节约成本。
例如:
400目的普通网和300目的压平网在理论上具有相同的下墨量。
KOIWA属于高精细丝网,使用中必须注意如下几点:
1. 搬运时要格外小心,并要平放在货架上,因为不锈钢网折皱后,不能恢复,使用过程要避免弄折。
2. 撕开网布时可将丝网平放在操作台上,剪开两个小口,(相距约0.5cm),一直手按住小口的丝网边缘,另一只手捏住中间剪开的丝网,用力撕下即可;
3. 不锈钢网的张力要求较高,要考虑网框的承受力,应该使用有一定的强度金属框,如加厚铝框,铸铝框等,否则会影响网班张力的稳定性。
4. 网框要平整,否则容易破网。
5. 网框应尽量大一些,长宽至少是胶刮刮墨长宽的2倍,以避免在加压时,丝网变形过大。
6. 使用高档的粘网胶和绷网机
7. 绷网时,四个角也要留有适量的余量,以防角上张力过大而破网
8. 绷网张力以技术资料表上张力值为准,可进行适当调整,但决不可使网拉到极限张力,否则网丝从弹性变形过渡到塑性变形,反而会永久失去弹性,造成张力迅速下降。
9. 绷网过程中,可从经、纬两个方向交替地、逐渐增大张力,并不断测试张力值;在接近要求张力值时,增加张力要十分小心地均衡提升;当达到张力后,要稳定15-30分钟再测再拉。
10. 印刷时先从小的网距、小的胶刮压力开始测试,逐渐加大直到满意的效果。
|